



Langkah-langkah pabrikasi bundle tube pada heat exchanger (tipe Shell and Tube):
1. Persiapan Material dan Komponen Utama
Sebelum memulai perakitan, pastikan semua komponen telah melewati inspeksi kualitas (QC):
- Tubes (Pipa): Pastikan panjang, diameter, dan ketebalan dinding (Wall Thickness) sesuai spesifikasi (misal: ASTM A179 atau Stainless Steel).
- Tubesheets (Pelat Pipa): Pelat tebal yang sudah dilubangi dengan presisi menggunakan mesin CNC untuk tempat masuknya pipa.
- Baffles (Sekat): Pelat tipis yang berfungsi mengarahkan aliran fluida dan menyangga pipa agar tidak bergetar.
- Tie Rods & Spacers: Batang pengikat yang menjaga jarak antar baffle.
2. Tahap Perakitan Kerangka (Skeleton Assembly)
Langkah pertama adalah membangun struktur penyangga sebelum pipa dimasukkan.
- Pasang Tie Rods pada salah satu Tubesheet.
- Masukkan Baffles satu per satu ke dalam tie rods.
- Gunakan Spacers (potongan pipa kecil) di antara baffles untuk memastikan jarak antar sekat sesuai dengan gambar teknik.
- Kunci posisi baffle terakhir sehingga terbentuk kerangka kokoh yang siap menerima pipa.
3. Proses Memasukkan Pipa (Tube Bundling)
Pipa dimasukkan ke dalam lubang-lubang pada baffles dan kedua ujung tubesheet.
- Bersihkan lubang pada tubesheet dari sisa oli atau debu.
- Masukkan pipa secara perlahan. Jika jumlah pipa sangat banyak, lakukan secara bertahap (misal dari baris tengah ke luar).
- Pastikan ujung pipa menonjol keluar dari permukaan tubesheet sesuai standar (biasanya 2-3 mm) sebelum diproses lebih lanjut.
4. Penyambungan Pipa ke Tubesheet (Tube-to-Tubesheet Joining)
Ini adalah tahap paling kritis untuk mencegah kebocoran. Ada dua metode utama yang sering dikombinasikan:
A. Tube Expanding (Rolling)
Menggunakan alat tube expander untuk merenggangkan ujung pipa hingga menempel rapat secara mekanis ke lubang tubesheet.
- Proses: Alat dimasukkan ke dalam pipa dan diputar dengan tekanan tertentu hingga diameter pipa membesar dan mengunci di lubang tubesheet.
B. Tube-to-Tubesheet Welding
Untuk tekanan tinggi atau fluida berbahaya, ujung pipa dilas ke tubesheet.
- Proses: Biasanya menggunakan las TIG (GTAW) secara manual atau otomatis (orbital welding). Setelah dilas, biasanya pipa tetap di-expand ringan untuk menghilangkan celah (crevice).
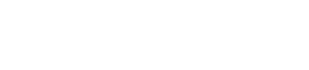
5. Pengujian Kualitas (Testing & Inspection)
Setelah bundle selesai dirakit, rangkaian pengujian wajib dilakukan:
- Pneumatic Test: Menggunakan udara bertekanan untuk mendeteksi kebocoran halus pada sambungan las atau rolling.
- Hydrostatic Test: Bundle dimasukkan ke dalam shell (atau menggunakan test ring), kemudian ditekan dengan air hingga 1,5 kali tekanan kerja.
- Dye Penetrant Test (PT): Dilakukan pada area las-lasan ujung pipa untuk memastikan tidak ada retak rambut (crack).
Tips Profesional dalam Pabrikasi:
- Kebersihan: Kontaminasi pada pipa stainless steel dapat menyebabkan korosi dini. Gunakan peralatan khusus (sikat baja antikarat).
- Pitch Precision: Pastikan jarak antar pipa (tube pitch) konsisten agar distribusi panas merata.
- Cleaning: Setelah selesai, lakukan pembersihan internal pipa menggunakan kompresor atau sponge blasting untuk membuang sisa gram besi.
Pabrikasi yang baik akan menghasilkan heat exchanger dengan efisiensi tinggi dan biaya perawatan yang rendah di masa depan.










 Jl. Al.Baidho I No.80 A, RT.6/RW.9, Lubang Buaya, Kec. Cipayung, Kota Jakarta Timur, Daerah Khusus Ibukota Jakarta 13810
Jl. Al.Baidho I No.80 A, RT.6/RW.9, Lubang Buaya, Kec. Cipayung, Kota Jakarta Timur, Daerah Khusus Ibukota Jakarta 13810
 (021) 840-7279
(021) 840-7279


{kind=link}